
قالب گیری تزریقی چیست و چه کاربردی دارد؟

دسترسی سریع به محتوای این مطلب
قالب گیری تزریقی یکی از مهم ترین و پرکاربردترین روش های تولید قطعات در صنایع مختلف است که به دلیل دقت بالا، سرعت مناسب و امکان تولید انبوه، جایگاه ویژه ای در صنعت پیدا کرده است. در این روش، مواد اولیه به صورت مذاب در داخل قالب تزریق می شوند و پس از سرد شدن، به شکل قطعه نهایی در می آیند. این فرآیند در تولید قطعات پلاستیکی، فلزی و حتی برخی مواد پیشرفته کاربرد دارد. در بسیاری از پروژه های صنعتی، علاوه بر کیفیت، هزینه تولید نیز اهمیت زیادی دارد و عواملی مانند قیمت آهن می توانند در انتخاب روش تولید و نوع متریال تاثیرگذار باشند.
در مقایسه با سایر روش های شکل دهی، این فرآیند مزایای خاص خود را دارد و امکان تولید قطعات پیچیده با دقت بالا را فراهم می کند. به عنوان مثال، در برخی کاربردها ممکن است از روش هایی مانند پرسکاری برای تولید قطعات ساده استفاده شود، اما زمانی که نیاز به جزئیات دقیق و تولید انبوه باشد، قالب گیری تزریقی انتخاب بهتری خواهد بود. این روش همچنین قابلیت ترکیب با سایر فرآیندها را دارد و در برخی موارد در کنار روش هایی مانند اکستروژن یا قالب سازی پیشرفته مورد استفاده قرار می گیرد. اگر می خواهید بدانید قالب گیری تزریقی چیست، چگونه انجام می شود و چه کاربردهایی در صنایع مختلف دارد، این مقاله مرکزآهن را از دست ندهید.
قالب گیری تزریقی چیست؟
برای شناخت بهتر قالب گیری تزریقی، باید ابتدا با مفهوم کلی این فرآیند آشنا شویم. در این روش، مواد اولیه که معمولا به صورت گرانول یا پودر هستند، در داخل دستگاه گرم می شوند تا به حالت مذاب برسند. سپس این مواد مذاب با فشار بالا به داخل قالبی که از قبل طراحی شده تزریق می شوند و پس از سرد شدن، شکل نهایی قطعه را به خود می گیرند. این فرآیند به عنوان یکی از مهم ترین روش های تولید قطعات صنعتی شناخته می شود و در بسیاری از صنایع کاربرد دارد. در بسیاری از خطوط تولید، این روش در کنار فرآیندهایی مانند اکستروژن لوله آلومینیوم به کار گرفته می شود تا بتوان طیف گسترده ای از قطعات با اشکال مختلف را تولید کرد.
یکی از ویژگی های مهم در روش قالب گیری تزریقی، طراحی دقیق قالب است. قالب باید به گونه ای ساخته شود که بتواند شکل قطعه را با دقت بالا ایجاد کند و در عین حال، امکان خروج آسان قطعه پس از سرد شدن را فراهم کند. در برخی کاربردها، از ابزارهایی مانند قالب تخت پلیمری برای تولید قطعات خاص استفاده می شود که نیاز به سطح صاف و یکنواخت دارند. همچنین کنترل پارامترهایی مانند دما، فشار و سرعت تزریق در این فرآیند اهمیت زیادی دارد، زیرا هر یک از این عوامل می توانند بر کیفیت نهایی قطعه تاثیر بگذارند.
در مجموع، قالب گیری تزریقی یک فرآیند دقیق و کنترل شده است که با استفاده از آن می توان قطعاتی با کیفیت بالا، دقت مناسب و تکرار پذیری عالی تولید کرد.

روش قالب گیری تزریقی چگونه انجام می شود؟
روش قالب گیری تزریقی یک فرآیند مرحله ای و کاملا کنترل شده است که در آن مواد اولیه پس از ذوب شدن، تحت فشار به داخل قالب تزریق می شوند و شکل نهایی قطعه را به خود می گیرند. این فرآیند شامل چند مرحله اصلی است که هر کدام نقش مهمی در کیفیت نهایی محصول دارند. اگر هر یک از این مراحل به درستی انجام نشود، ممکن است مشکلاتی مانند تغییر شکل، حباب، یا کاهش استحکام در قطعه ایجاد شود.
در این روش، ابتدا مواد اولیه وارد دستگاه می شوند و در بخش حرارتی دستگاه به تدریج ذوب می شوند. سپس این مواد مذاب با استفاده از یک سیستم تزریق، به داخل قالب هدایت می شوند. قالب در این مرحله کاملا بسته است و فشار بالا باعث می شود که ماده تمام فضای داخلی قالب را پر کند. پس از آن، فرآیند خنک کاری آغاز می شود تا ماده به حالت جامد درآید.
یکی از نکات مهم در این فرآیند، کنترل دقیق دما، فشار و زمان است. این پارامترها باید به گونه ای تنظیم شوند که ماده به خوبی در قالب جریان پیدا کند و پس از سرد شدن، دچار تغییر شکل نشود. همچنین طراحی قالب و سیستم خنک کاری نیز تاثیر زیادی بر کیفیت قطعه دارد. در ادامه، مراحل این فرآیند را به صورت جزئی بررسی می کنیم.
ذوب و آماده سازی مواد
در اولین مرحله از روش قالب گیری تزریقی، مواد اولیه وارد دستگاه شده و در داخل سیلندر حرارتی به تدریج ذوب می شوند. این مواد معمولا به صورت گرانول های پلاستیکی یا پودری هستند که با افزایش دما به حالت مذاب تبدیل می شوند. در این مرحله، کنترل دما اهمیت بسیار زیادی دارد، زیرا اگر دما بیش از حد بالا باشد، ممکن است ساختار ماده تخریب شود و اگر کمتر از حد لازم باشد، ماده به طور کامل ذوب نمی شود.
در حین ذوب شدن، یک مارپیچ داخل دستگاه به حرکت درمی آید و باعث یکنواخت شدن مذاب می شود. این کار کمک می کند که ماده از نظر دما و ترکیب، کاملا همگن شود. یکنواخت بودن مذاب باعث می شود که در مراحل بعدی، قطعه بدون نقص و با کیفیت بالا تولید شود.
همچنین در این مرحله، ممکن است افزودنی هایی به مواد اضافه شود تا خواص آن بهبود پیدا کند. این افزودنی ها می توانند شامل رنگ دهنده ها، مواد تقویت کننده یا مواد ضد حرارت باشند. این موضوع به ویژه در قالب گیری تزریقی پلاستیک اهمیت زیادی دارد، زیرا خواص نهایی قطعه تا حد زیادی به این ترکیبات بستگی دارد.

تزریق در قالب و شکل دهی
پس از آماده سازی مواد، مرحله تزریق آغاز می شود که مهم ترین بخش در قالب گیری تزریقی است. در این مرحله، مذاب با فشار بالا توسط سیستم تزریق به داخل قالب هدایت می شود. قالب از قبل طراحی شده و دارای شکل دقیق قطعه نهایی است. فشار بالا باعث می شود که مذاب به طور کامل در تمام بخش های قالب جریان پیدا کند و جزئیات دقیق آن را پر کند.
یکی از نکات مهم در این مرحله، تنظیم فشار و سرعت تزریق است. اگر فشار کافی نباشد، ممکن است قالب به طور کامل پر نشود و قطعه ناقص تولید شود. از طرف دیگر، فشار بیش از حد می تواند باعث ایجاد تنش داخلی در قطعه شود. بنابراین، تنظیم دقیق این پارامترها اهمیت زیادی دارد.
در این مرحله، طراحی قالب نیز نقش مهمی دارد. قالب باید به گونه ای طراحی شود که جریان مذاب به صورت یکنواخت انجام شود و هوا یا گاز در داخل آن محبوس نشود. در غیر این صورت، ممکن است حباب یا نقص در قطعه ایجاد شود. در مجموع، مرحله تزریق و شکل دهی تعیین کننده شکل نهایی قطعه است و باید با دقت بالا انجام شود.
خنک کاری و خروج قطعه
در آخرین مرحله از روش قالب گیری تزریقی، فرآیند خنک کاری انجام می شود تا ماده مذاب به حالت جامد تبدیل شود. در این مرحله، قالب معمولا دارای سیستم های خنک کننده مانند کانال های آب است که باعث کاهش دمای مذاب می شوند. خنک کاری باید به صورت یکنواخت انجام شود تا از ایجاد تنش و تغییر شکل در قطعه جلوگیری شود.
زمان خنک کاری یکی از پارامترهای مهم در این مرحله است. اگر قطعه زودتر از زمان مناسب از قالب خارج شود، ممکن است هنوز به اندازه کافی سفت نشده باشد و دچار تغییر شکل شود. از طرف دیگر، اگر زمان خنک کاری بیش از حد طولانی باشد، سرعت تولید کاهش پیدا می کند.
پس از خنک شدن، قالب باز می شود و قطعه با استفاده از سیستم های مکانیکی از قالب خارج می شود. در این مرحله، بررسی کیفیت قطعه اهمیت زیادی دارد تا اطمینان حاصل شود که هیچ نقصی در آن وجود ندارد. در مجموع، خنک کاری و خروج قطعه مرحله ای است که بر دقت ابعادی، کیفیت سطح و دوام قطعه تاثیر زیادی دارد.

انواع قالب گیری تزریقی
قالب گیری تزریقی بر اساس نوع ماده اولیه، شکل قطعه، روش شکل دهی و هدف تولید به چند دسته مختلف تقسیم می شود. این دسته بندی اهمیت زیادی دارد، زیرا هر ماده رفتار متفاوتی در برابر حرارت، فشار، خنک کاری و خروج از قالب دارد. برای مثال، ماده پلاستیکی پس از گرم شدن به راحتی جریان پیدا می کند، اما فلزات و سرامیک ها به شرایط دقیق تری برای آماده سازی و شکل گیری نیاز دارند. به همین دلیل، انتخاب نوع مناسب روش قالب گیری تزریقی باید بر اساس کاربرد قطعه، تیراژ تولید، دقت مورد نیاز و هزینه انجام شود.
در صنایع مختلف، قالب گیری تزریقی فقط برای تولید قطعات ساده پلاستیکی استفاده نمی شود. امروزه این روش برای ساخت قطعات پلیمری، فلزی، سرامیکی، قطعات واکنشی و حتی محصولات توخالی مانند بطری ها نیز کاربرد دارد. تفاوت اصلی این روش ها در نوع ماده اولیه و نحوه تبدیل آن به قطعه نهایی است. در قالب گیری تزریقی پلاستیک، ماده ذوب شده و وارد قالب می شود؛ اما در قالب گیری تزریقی فلزات و سرامیک، معمولا از پودر ماده همراه با چسب استفاده می شود و سپس عملیات حرارتی انجام می گیرد.
شناخت این تفاوت ها باعث می شود که انتخاب روش تولید دقیق تر انجام شود. اگر قطعه سبک، ارزان و پر تیراژ باشد، قالب گیری تزریقی پلیمرها گزینه مناسبی است. اگر قطعه کوچک، دقیق و مقاوم باشد، قالب گیری تزریقی فلزات یا سرامیک می تواند بهتر عمل کند. بنابراین هر نوع قالب گیری تزریقی برای یک نیاز مشخص طراحی شده است.
قالب گیری تزریقی پلاستیک و پلیمرها
قالب گیری تزریقی پلاستیک رایج ترین نوع این فرآیند است و در بسیاری از صنایع برای تولید قطعات سبک، دقیق و پر تیراژ استفاده می شود. در این روش، مواد پلیمری به صورت گرانول وارد دستگاه می شوند، در اثر حرارت ذوب می گردند و سپس با فشار بالا به داخل قالب تزریق می شوند. پس از خنک شدن، قطعه از قالب خارج می شود و آماده استفاده یا عملیات تکمیلی خواهد بود. این روش برای تولید قطعاتی مانند قاب لوازم خانگی، قطعات خودرو، تجهیزات پزشکی، قطعات الکترونیکی، ظروف بسته بندی و بسیاری از محصولات مصرفی کاربرد دارد.
یکی از مهم ترین مزایای قالب گیری تزریقی پلیمرها، سرعت بالای تولید است. وقتی قالب آماده باشد، می توان در مدت زمان کوتاه تعداد زیادی قطعه مشابه تولید کرد. این ویژگی باعث می شود هزینه هر قطعه در تیراژ بالا کاهش پیدا کند. از طرف دیگر، دقت ابعادی مناسب، کیفیت سطح خوب و امکان طراحی شکل های پیچیده باعث شده این روش در تولید صنعتی بسیار محبوب باشد.
در این فرآیند می توان از انواع پلیمرها مانند پلی پروپیلن، پلی اتیلن، ABS، پلی کربنات و نایلون استفاده کرد. هر کدام از این مواد ویژگی خاصی دارند؛ برخی مقاوم تر هستند، برخی سبک تر و برخی در برابر ضربه یا حرارت عملکرد بهتری دارند. انتخاب پلیمر مناسب باید بر اساس کاربرد نهایی قطعه انجام شود. اگر این انتخاب اشتباه باشد، قطعه ممکن است در برابر فشار، دما یا مواد شیمیایی دوام کافی نداشته باشد.

قالب گیری تزریقی فلزات
قالب گیری تزریقی فلزات یا MIM یکی از روش های پیشرفته تولید قطعات فلزی کوچک و دقیق است. در این روش، پودر فلز با یک ماده چسبنده ترکیب می شود تا حالتی شبیه خمیر یا گرانول قابل تزریق پیدا کند. سپس این ترکیب وارد دستگاه شده و به داخل قالب تزریق می شود. پس از شکل گیری اولیه، ماده چسبنده از قطعه حذف می شود و قطعه تحت عملیات حرارتی قرار می گیرد تا ذرات فلزی به هم متصل شوند و استحکام نهایی ایجاد گردد.
این روش برای تولید قطعاتی مناسب است که شکل پیچیده، ابعاد کوچک و دقت بالا دارند. قطعات پزشکی، ابزارهای ظریف، قطعات الکترونیکی، قطعات ساعت، تجهیزات خودرویی و برخی قطعات صنعتی خاص با این روش تولید می شوند. مزیت مهم قالب گیری تزریقی فلزات این است که می تواند شکل هایی را تولید کند که ساخت آن ها با ماشین کاری معمولی دشوار یا پرهزینه است.
در این فرآیند، انتخاب پودر فلز، اندازه ذرات، نوع چسب و شرایط حرارتی اهمیت زیادی دارد. اگر ترکیب مواد به درستی تنظیم نشود، قطعه نهایی ممکن است دارای تخلخل، جمع شدگی زیاد یا استحکام پایین باشد. همچنین هزینه تجهیزات و کنترل فرآیند در این روش نسبت به قالب گیری پلاستیک بیشتر است.
با وجود این هزینه بالاتر، قالب گیری تزریقی فلزات زمانی ارزشمند است که تولید قطعات دقیق و پیچیده در تیراژ بالا مورد نظر باشد. این روش می تواند ضایعات را کم کند و نیاز به ماشین کاری بعدی را تا حد زیادی کاهش دهد.
قالب گیری تزریقی سرامیک
قالب گیری تزریقی سرامیک یا CIM روشی برای تولید قطعات سرامیکی دقیق و پیچیده است. در این فرآیند، پودر سرامیک با مواد پلیمری یا چسبنده ترکیب می شود تا قابلیت تزریق پیدا کند. سپس این ترکیب به داخل قالب تزریق می شود و پس از شکل گیری، مواد چسبنده از قطعه جدا می شوند. در مرحله بعد، قطعه در دمای بالا پخته می شود تا ساختار نهایی سرامیکی به دست آید. این روش بیشتر برای قطعاتی استفاده می شود که باید در برابر حرارت، خوردگی، سایش یا مواد شیمیایی مقاومت بالایی داشته باشند.
کاربردهای قالب گیری تزریقی سرامیک در صنایع پزشکی، الکترونیک، هوافضا، تجهیزات آزمایشگاهی و قطعات مقاوم به حرارت دیده می شود. برای مثال، برخی قطعات عایق، قطعات مقاوم به سایش، اجزای کوچک پزشکی و قطعاتی که در دمای بالا کار می کنند، با این روش تولید می شوند. سرامیک ها معمولا سختی بسیار بالایی دارند و در برابر خوردگی بسیار مقاوم هستند، اما شکنندگی آن ها باعث می شود فرآیند تولیدشان نیاز به دقت زیادی داشته باشد.
در این روش، کنترل جمع شدگی قطعه اهمیت زیادی دارد. چون پس از حذف مواد چسبنده و پخت نهایی، قطعه ممکن است کوچک تر شود. اگر این موضوع در طراحی قالب در نظر گرفته نشود، ابعاد نهایی قطعه دقیق نخواهد بود. همچنین یکنواخت بودن پودر سرامیک و توزیع درست آن در ترکیب اولیه، بر کیفیت نهایی اثر مستقیم دارد.
قالب گیری تزریقی سرامیک برای تولید قطعات ساده و ارزان مناسب نیست، اما برای قطعات خاص و دقیق که نیاز به خواص ویژه دارند، یک روش بسیار کاربردی محسوب می شود.
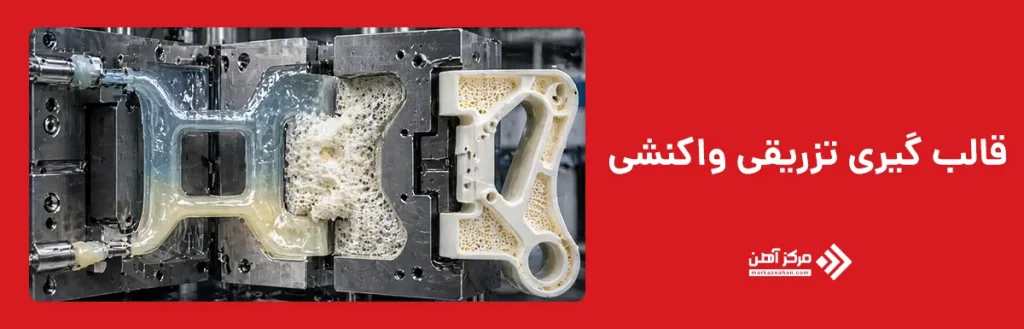
قالب گیری تزریقی واکنشی
قالب گیری تزریقی واکنشی یا RIM با قالب گیری تزریقی معمولی تفاوت دارد، زیرا در این روش دو یا چند ماده مایع واکنش دهنده با هم ترکیب می شوند و سپس وارد قالب می گردند. این مواد داخل قالب واکنش شیمیایی می دهند و به شکل قطعه نهایی تبدیل می شوند. در واقع، در این روش فقط تغییر شکل فیزیکی اتفاق نمی افتد، بلکه واکنش شیمیایی نیز بخشی از فرآیند تولید است. به همین دلیل، کنترل نسبت مواد، دمای قالب و زمان واکنش اهمیت زیادی دارد.
این روش معمولا برای تولید قطعات بزرگ، سبک و مقاوم استفاده می شود. قطعات بدنه خودرو، پنل های صنعتی، قطعات فومی، پوشش های مقاوم و برخی محصولات پلیمری خاص با قالب گیری تزریقی واکنشی تولید می شوند. یکی از مزایای مهم این روش، فشار تزریق کمتر نسبت به قالب گیری تزریقی معمولی است. به همین دلیل، قالب ها می توانند سبک تر و کم هزینه تر باشند.
در قالب گیری تزریقی واکنشی، امکان تولید قطعاتی با ضخامت های متفاوت وجود دارد. همچنین می توان خواص محصول را با تغییر فرمول مواد تنظیم کرد. برای مثال، می توان قطعه ای نرم، سخت، فومی یا مقاوم به ضربه تولید کرد. این انعطاف پذیری باعث شده این روش در صنایع خاص کاربرد زیادی داشته باشد.
با این حال، این فرآیند نیاز به کنترل دقیق دارد. اگر نسبت مواد درست نباشد یا واکنش کامل انجام نشود، قطعه ممکن است کیفیت مطلوبی نداشته باشد. بنابراین این روش بیشتر برای تولیدکنندگانی مناسب است که تجهیزات دقیق و دانش فنی کافی دارند.
قالب گیری بادی تزریقی
قالب گیری بادی تزریقی یکی از روش های ترکیبی تولید قطعات توخالی است. در این روش، ابتدا یک قطعه اولیه به نام پریفرم با روش تزریقی ساخته می شود. سپس این پریفرم داخل قالب دیگری قرار می گیرد و با فشار هوا باد می شود تا به شکل نهایی برسد. این روش بیشتر برای تولید بطری ها، ظروف پلاستیکی، مخازن کوچک و قطعات توخالی سبک استفاده می شود. تفاوت آن با قالب گیری تزریقی معمولی این است که در اینجا فشار هوا نقش اصلی را در شکل دهی نهایی قطعه دارد.
یکی از مهم ترین مزایای قالب گیری بادی تزریقی، امکان تولید قطعات توخالی با دیواره یکنواخت است. در صنایعی مانند بسته بندی مواد غذایی، دارویی، آرایشی و بهداشتی، این ویژگی اهمیت زیادی دارد، زیرا محصول باید هم سبک باشد و هم شکل دقیق و مقاوم داشته باشد. بطری های پلاستیکی یکی از شناخته شده ترین محصولاتی هستند که با این روش تولید می شوند.
در این فرآیند، کیفیت پریفرم اولیه اهمیت زیادی دارد. اگر پریفرم به درستی تولید نشده باشد، در مرحله باد شدن ممکن است دیواره ها نازک، نامتقارن یا ضعیف شوند. همچنین کنترل دما در زمان باد کردن بسیار مهم است، زیرا ماده باید به اندازه کافی نرم باشد تا شکل بگیرد، اما نباید بیش از حد شل شود. قالب گیری بادی تزریقی برای تولید قطعات توپر مناسب نیست، اما برای محصولات توخالی و سبک، یکی از بهترین روش های صنعتی به شمار می رود.

دستگاه قالب گیری تزریقی
دستگاه قالب گیری تزریقی قلب اصلی این فرآیند تولیدی است و تمام مراحل از ذوب مواد تا تزریق، شکل دهی و خروج قطعه در آن انجام می شود. این دستگاه ها به گونه ای طراحی شده اند که بتوانند مواد مختلف را تحت شرایط کنترل شده به قطعه نهایی تبدیل کنند. در واقع، کیفیت عملکرد دستگاه تاثیر مستقیمی بر کیفیت قطعه تولیدی دارد و حتی اگر مواد اولیه و قالب مناسب باشند، عملکرد ضعیف دستگاه می تواند باعث ایجاد نقص در محصول شود.
این دستگاه ها معمولا از چند بخش اصلی تشکیل شده اند که هر کدام وظیفه مشخصی دارند. مهم ترین اجزا شامل واحد تزریق، واحد گیره یا قالب بند، سیستم کنترل، سیستم حرارتی و سیستم خنک کاری هستند. در واحد تزریق، مواد اولیه ذوب شده و با فشار به داخل قالب هدایت می شوند. در واحد گیره، قالب به صورت محکم بسته می شود تا در هنگام تزریق، ماده از آن خارج نشود. سیستم کنترل نیز وظیفه تنظیم دما، فشار، سرعت تزریق و زمان بندی مراحل مختلف را بر عهده دارد.
یکی از نکات مهم در انتخاب دستگاه قالب گیری تزریقی، نوع ماده ای است که قرار است با آن کار شود. برای مثال، دستگاهی که برای قالب گیری تزریقی پلاستیک استفاده می شود، ممکن است برای فلز یا سرامیک مناسب نباشد. همچنین ظرفیت دستگاه، اندازه قالب و فشار تزریق از دیگر عواملی هستند که باید در نظر گرفته شوند.
در سال های اخیر، دستگاه های پیشرفته با سیستم های دیجیتال و کنترل هوشمند وارد بازار شده اند که امکان تنظیم دقیق پارامترها و کاهش خطاهای انسانی را فراهم می کنند. این موضوع باعث افزایش کیفیت تولید و کاهش ضایعات شده است.
کاربردهای قالب گیری تزریقی در صنایع
قالب گیری تزریقی به دلیل انعطاف پذیری بالا و امکان تولید قطعات متنوع، در طیف گسترده ای از صنایع مورد استفاده قرار می گیرد. این روش به ویژه در تولید قطعاتی که نیاز به دقت بالا، تکرار پذیری و تولید انبوه دارند، بسیار کاربردی است. در واقع، بسیاری از محصولاتی که در زندگی روزمره استفاده می کنیم، با این روش تولید شده اند.
در صنعت خودروسازی، از قالب گیری تزریقی برای تولید قطعات داخلی و خارجی خودرو مانند داشبورد، سپر، قطعات پلاستیکی موتور و اجزای الکتریکی استفاده می شود. در این صنعت، وزن کم و دقت بالا اهمیت زیادی دارد و این روش می تواند این نیازها را به خوبی تامین کند.
در صنایع الکترونیک، قطعاتی مانند قاب دستگاه ها، سوکت ها و قطعات کوچک الکترونیکی با این روش تولید می شوند. این قطعات نیاز به دقت بالا و کیفیت سطح مناسب دارند که قالب گیری تزریقی این ویژگی ها را فراهم می کند. در صنعت پزشکی، از این روش برای تولید ابزارهای یکبار مصرف، قطعات تجهیزات پزشکی و محصولات بهداشتی استفاده می شود. در این کاربردها، کیفیت و یکنواختی محصول بسیار مهم است.
همچنین در صنایع بسته بندی، تولید بطری ها، ظروف پلاستیکی و بسته بندی های مختلف با استفاده از قالب گیری بادی تزریقی انجام می شود. در این بخش، سرعت تولید و هزینه پایین اهمیت زیادی دارد. در مجموع، گستردگی کاربردهای قالب گیری تزریقی نشان می دهد که این روش یکی از مهم ترین فناوری های تولید در دنیای امروز است.

مزایا و معایب قالب گیری تزریقی
قالب گیری تزریقی دارای مزایا و معایب خاصی است که شناخت آن ها به انتخاب بهتر این روش کمک می کند. این روش به دلیل ویژگی های خاص خود در بسیاری از صنایع مورد استفاده قرار می گیرد، اما در برخی شرایط ممکن است محدودیت هایی نیز داشته باشد.
از مهم ترین مزایای این روش می توان به موارد زیر اشاره کرد:
- تولید انبوه با سرعت بالا: این روش امکان تولید تعداد زیادی قطعه در زمان کوتاه را فراهم می کند.
- دقت ابعادی بالا: قطعات تولید شده دارای ابعاد دقیق و یکنواخت هستند.
- کیفیت سطح مناسب: در بسیاری از موارد، قطعات بدون نیاز به عملیات تکمیلی قابل استفاده هستند.
- کاهش ضایعات: مواد اضافی معمولا قابل بازیافت هستند و هدررفت مواد کم است.
- امکان تولید قطعات پیچیده: این روش می تواند شکل های پیچیده را به راحتی تولید کند.
در کنار این مزایا، معایبی نیز وجود دارد:
- هزینه اولیه بالا: ساخت قالب هزینه زیادی دارد و برای تولید کم مناسب نیست.
- نیاز به طراحی دقیق قالب: هرگونه خطا در طراحی قالب می تواند باعث ایجاد نقص در قطعه شود.
- محدودیت در اندازه قطعه: تولید قطعات بسیار بزرگ ممکن است دشوار باشد.
- نیاز به کنترل دقیق فرآیند: پارامترهای مختلف باید به دقت تنظیم شوند.
در مجموع، مزایای این روش در تولید انبوه بسیار بیشتر از معایب آن است، اما باید با توجه به شرایط پروژه انتخاب شود.

عوامل موثر بر کیفیت در قالب گیری تزریقی
کیفیت نهایی قطعات تولید شده در قالب گیری تزریقی به عوامل متعددی بستگی دارد که هر یک می توانند تاثیر قابل توجهی بر نتیجه کار داشته باشند. شناخت این عوامل و کنترل آن ها، کلید تولید قطعات با کیفیت بالا است.
یکی از مهم ترین عوامل، کیفیت مواد اولیه است. مواد باید دارای ترکیب یکنواخت و خواص مناسب باشند تا بتوانند در فرآیند تزریق به خوبی عمل کنند. استفاده از مواد نامناسب می تواند باعث ایجاد نقص هایی مانند حباب، ترک یا تغییر شکل شود.
عامل دیگر، طراحی قالب است. قالب باید به گونه ای طراحی شود که جریان ماده به صورت یکنواخت انجام شود و هوا یا گاز در داخل آن محبوس نشود. همچنین سیستم خنک کاری قالب باید به درستی طراحی شود تا قطعه به صورت یکنواخت سرد شود.
پارامترهای فرآیند نیز اهمیت زیادی دارند. دما، فشار، سرعت تزریق و زمان خنک کاری باید به دقت تنظیم شوند. برای مثال، دمای بیش از حد می تواند باعث تخریب ماده شود و دمای کم ممکن است باعث پر نشدن کامل قالب شود.
علاوه بر این، عملکرد دستگاه و مهارت اپراتور نیز نقش مهمی در کیفیت نهایی دارند. استفاده از دستگاه قالب گیری تزریقی مناسب و تنظیم دقیق آن می تواند از بروز بسیاری از مشکلات جلوگیری کند. در نهایت، کنترل کیفیت و بررسی قطعات تولید شده نیز اهمیت زیادی دارد تا در صورت وجود نقص، اقدامات اصلاحی انجام شود.
در این مقاله مرکزآهن دیدیم که روش قالب گیری تزریقی یکی از مهم ترین روش های تولید قطعات صنعتی است که به دلیل دقت بالا، سرعت مناسب و قابلیت تولید انبوه، کاربرد گسترده ای در صنایع مختلف دارد. در این فرآیند، مواد اولیه پس از ذوب شدن به داخل قالب تزریق شده و پس از خنک کاری، به شکل نهایی تبدیل می شوند که هر مرحله نقش مهمی در کیفیت قطعه دارد.
انواع مختلف این روش شامل قالب گیری تزریقی پلاستیک، فلز، سرامیک، واکنشی و بادی است که هر کدام برای کاربردهای خاصی استفاده می شوند. عملکرد صحیح دستگاه و اجزای آن نیز تاثیر مستقیمی بر کیفیت تولید دارد. این روش در صنایعی مانند خودروسازی، پزشکی، الکترونیک و بسته بندی کاربرد فراوانی دارد. در نهایت، کیفیت نهایی قطعات به عواملی مانند نوع مواد اولیه، طراحی قالب، تنظیم دقیق پارامترها و کنترل فرآیند بستگی دارد.
سوالات متداول
قالب گیری تزریقی نسبت به روش هایی مانند ماشین کاری یا پرسکاری، امکان تولید انبوه با دقت بالا و ضایعات کمتر را فراهم می کند و برای قطعات پیچیده بسیار مناسب تر است.
خیر، روش قالب گیری تزریقی علاوه بر پلاستیک، برای فلزات، سرامیک و حتی فرآیندهای خاص مانند قالب گیری تزریقی واکنشی نیز استفاده می شود.
دستگاه قالب گیری تزریقی شامل واحد تزریق، واحد قالب بند، سیستم حرارتی، سیستم خنک کاری و سیستم کنترل است که هر کدام نقش مهمی در فرآیند دارند.
روش قالب گیری تزریقی واکنشیبرای تولید قطعات بزرگ، سبک و مقاوم مانند قطعات بدنه خودرو و برخی محصولات پلیمری خاص استفاده می شود.
هزینه قالب گیری تزریقی به عواملی مانند قیمت مواد اولیه، طراحی و ساخت قالب، نوع دستگاه و تیراژ تولید بستگی دارد.
زیرا روش قالب گیری تزریقی امکان تولید سریع، تکرار پذیری بالا و کاهش هزینه در تیراژ بالا را فراهم می کند، به همین دلیل برای تولید انبوه بسیار مقرون به صرفه است.


من محدثه عطائی کارشناس سئو هستم با 3 سال تجربه در حوزه سایت، سئو، تولید محتوا و بهینه سازی فنی وب سایت، به کسب و کارها کمک می کنم تا در نتایج جستجوی گوگل دیده شوند، ترافیک ارگانیک جذب کنند و نرخ تبدیل خود را افزایش دهند.