
ضوابط و نحوه جوشکاری گل میخ در سقف عرشه فولادی

دسترسی سریع به محتوای این مطلب
جوشکاری گل میخ به عنوان یک روش کلیدی در صنعت ساخت و ساز، به ویژه در طراحی و اجرای سقف عرشه فولادی، مورد توجه قرار گرفته است. این فرایند، امکان ایجاد اتصالات محکم و مقاوم در برابر بارهای سنگین را فراهم می کند و به همین دلیل در پروژه های بزرگ و پیچیده به طور گسترده ای استفاده می شود. با توجه به مزایای منحصر به فرد این روش، از جمله سرعت بالا و هزینه های کمتر، جوش گل میخ به یکی از انتخاب های اصلی مهندسان و پیمانکاران تبدیل شده است.
در این مقاله به بررسی جامع جوشکاری گل میخ، مراحل اجرای آن و تجهیزات مورد نیاز خواهیم پرداخت. همچنین، به انواع مختلف جوشکاری گل میخ و نکات مهمی که در این فرایند باید مدنظر قرار گیرد، پرداخته خواهد شد. هدف از این مقاله، ارائه اطلاعات مفید و کاربردی به خوانندگان برای درک بهتر این روش و استفاده موثر از آن در پروژه های ساخت و ساز است. با مطالعه این مقاله، خوانندگان با مفاهیم پایه و نکات کلیدی در زمینه جوش گل میخ آشنا خواهند شد و می توانند از این اطلاعات در پروژه های خود بهره برداری کنند.
جوشکاری گلمیخ چیست؟
جوشکاری گل میخ یکی از فرایندهای مهم در صنعت ساختمان سازی بهخصوص در طراحی و اجرای سقف عرشه فولادی است. (برای آشنایی بیشتر با این سقف به مقاله سقف عرشه فولادی چیست مراجعه کنید.) این روش به معنای اتصال دو قطعه به یکدیگر از طریق حرارت و فشار است که با استفاده از تفنگ جوشکاری گل میخ زن انجام می شود. در این روش، گل میخ به سطح زیرین متصل می شود و این اتصال می تواند به عنوان یک پیوند قوی و دائمی در سازه های فولادی عمل کند.
در جوش گل میخ، انرژی حرارتی ایجاد شده توسط دستگاه جوشکاری گل میخ به گونه ای کنترل می شود که باعث ذوب شدن سطح گل میخ و زیرساخت آن می گردد. این نوع جوشکاری به دلیل سرعت و کارایی بالای آن در پروژه های بزرگ، به خصوص در سقف عرشه فولادی، بسیار مورد استفاده قرار میگیرد.

به طور کلی جوشکاری گلمیخ، یک روش رایج برای اتصال یک گلمیخ فلزی یا اتصال دهنده به قطعه کار فلزی است. این روش، یک روش جایگزین فرایندهای دیگر جوشکاری همانند سوراخ کردن، پیچ کردن، رزوه کردن و فلز اتصال دهنده بوده که از دهه 1940 مورد استفاده قرار گرفته است. انواع گلمیخ ها با فرایند جوشکاری گلمیخ، در صنایع مختلف همانند تولید دیگ بخار، ساختمان، کشتی سازی، اتومبیل سازی و موارد دیگر استفاده می شوند.
از دیگر ویژگی های جوشکاری گل میخ می توان به توانایی آن در ایجاد اتصالات محکم و مقاوم در برابر بارهای سنگین اشاره کرد. این امر باعث می شود که جوشکاری گل میخ به یکی از گزینه های مطلوب برای مهندسان و طراحان سازه تبدیل شود. بهطور کلی، جوشکاری گل میخ چیست و چگونه عمل می کند، موضوعاتی هستند که در ادامه مقاله به آنها پرداخته خواهد شد.
چرا از جوشکاری گل میخ در عرشه فولادی استفاده می شود؟
استفاده از جوشکاری گل میخ در سقف عرشه فولادی به دلیل مزایای متعددی که دارد، رواج پیدا کرده است. یکی از مهم ترین دلایل این انتخاب، سرعت بالای اجرای کار است. به کمک تفنگ جوشکاری گل میخ، می توان به سرعت و با دقت، اتصالات را برقرار کرد، که این امر به کاهش زمان کلی پروژه کمک می کند.
همچنین، این روش هزینه های ساخت و ساز را به طرز چشمگیری کاهش می دهد. با توجه به اینکه قیمت گل میخ و قیمت دستگاه جوشکاری گل میخ نیز به نسبت مناسب تر است، این انتخاب برای پیمانکاران، مقرون به صرفه خواهد بود.
علاوه بر این، جوش گل میخ مقاومت بالایی در برابر بارهای مختلف ایجاد می کند و در نتیجه، سازه ها از پایداری و ایمنی بیشتری برخوردار خواهند بود. این مسئله به خصوص در سازه های عرشه فولادی که نیاز به تحمل بارهای سنگین دارند، اهمیت ویژه ای پیدا می کند. در نهایت، با توجه به قابلیت کنترل کیفیت در جوشکاری گل میخ، می توان از استحکام اتصالات اطمینان حاصل کرد و این ویژگی یکی از عوامل مهم در انتخاب این روش جوشکاری محسوب می شود. کیفیت جوش گل میخ تاثیر بسزایی در کیفیت و قیمت عرشه فولادی خواهد داشت.

انواع جوشکاری گل میخ
براساس زمان جوشکاری، موقعیت حوضچه جوش و منبع انرژی جوشکاری برای جوشکاری گلمیخ زیر شاخه هایی تعریف می کنند. دو نوع جوشکاری گلمیخ وجود دارد. نوع اول که از منبع جریان مستقیم استفاده می کند و توسط یک موتور ژنراتور شبیه به فرآیند جوشکاری الکترود دستی، انرژی لازم تولید می شود. نوع دوم از نیروی تخلیه شده مخزن الکتریکی استفاده می کند و به عنوان فرایند تخلیه خازنی شناخته می شود. هر دو فرایند در بعضی حدود کاربرد، با یکدیگر همپوشانی دارند.
جوشکاری قوس الکتریک گل میخ
از بسیاری جهات، جوشکاری گلمیخ شبیه به جوشکاری الکترود دستی است. گرمای لازم برای جوشکاری با قوس مستقیم بین گلمیخ (الکترود) و صفحه (قطعه کار) در جایی که گلمیخ جوش داده می شود با جریان جوشکاری، تامین می شود. جریان جوشکاری توسط یک منبع تولید کننده جریان مستقیم شبیه به منبع نیروی جوشکاری الکترود دستی، تولید می شود. پارامترهای جوشکاری قابل تنظیم هستند، گلمیخ درون تفنگ جوشکاری گل میخ زن قرار داده می شود و بدین ترتیب، فرایند جوشکاری گلمیخ اتفاق می افتد.
فرایند جوشکاری قوس گلمیخ به ترتیب مراحل زیر انجام می شود:
1 – جریان جوش، زمان جوش و تنظیمات تفنگ گل میخ باید طبق جداول استاندارد و مشخصات هر دستگاه تنظیم شوند. همچنین پس از قرار دادن گل میخ در تفنگ، فرول باید بر روی گل میخ قرار گیرد و به سمت خلاف نگهدارنده فرول تنظیم شود.
2 – تفنگ گل میخ باید به صورت عمود بر سطح کار تنظیم شود تا فرول به طور پایدار و محکم در تماس با سطح قطعه کار قرار گیرد. این امر از ایجاد اتصالات ناخواسته و ناپایدار جلوگیری می کند.
3 – دکمه تفنگ گلمیخ پس از آن باید فعال شود. تفنگ گلمیخ نباید در حین جوشکاری حرکت داده شود و پس از اینکه فرایند جوشکاری کامل شد، آن را باید در وضعیت قبلی لحظه ای نگه داشت تا اجازه دهد مذاب فلز جوش، منجمد شود، سپس تفنگ برداشته می شود.
4 – فرول باید از اطراف گل میخ برداشته شود و جوش باید بازرسی چشمی شود. شکل زیر ظاهر قابل قبول و غیر قابل قبول جوش را نشان می دهد. همچنین مراحل فرایند جوشکاری قوس الکتریک گلمیخ نشان داده شده است.
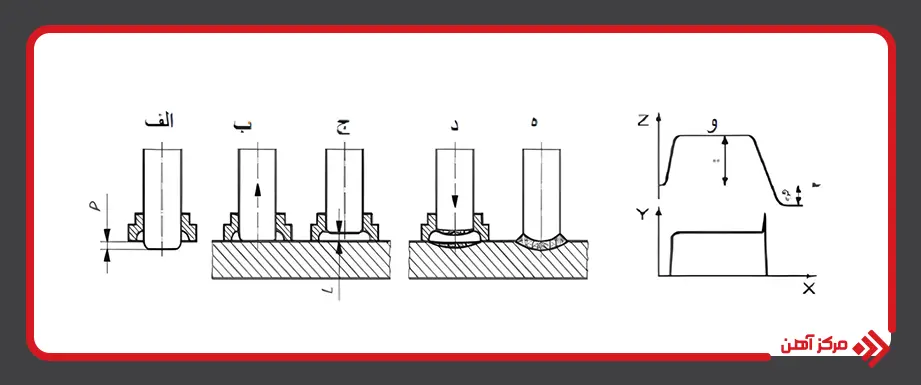
الف- پارامتر p برای گلمیخ تنظیم می شود ب – گلمیخ بر روی قطعه کار گذاشته می شود ج- گلمیخ به اندازه فاصله L بالا می رود در حالی که جریان برقرار می شود قوس ایجاد می شود د- قوس، سطح و گلمیخ را ذوب می کند و گلمیخ در مذاب به اندازه فاصله تقریبا P در مذاب فرو می رود ه- مقطع اتصال حاصل می شود.
جوشکاری تخلیه خازنی گل میخ
در این روش جوشکاری، گرما از طریق یک قوس که تخلیه سریع انرژی الکتریکی در محفظه تولید می کند، به دست می آید. فورا و یا در حین تخلیه انرژی الکتریکی، فشار به گلمیخ وارد می شود. هدف غوطه ور شدن در حوضچه مذاب مربوط به قطعه کار است. قوس ممکن است که با گرمای مقاومتی سریع هم تولید شود.
در این حالت، زمان قوس حدودا 3 الی 15 میلی ثانیه است. این نوع جوشکاری احتیاج به فرول سرامیکی ندارد. به علت زمان کم جوشکاری و مذاب کم حوضچه جوش، این نوع جوشکاری برای گلمیخ های با اندازه کم تا متوسط، مناسب است. این نوع جوش با توجه به روش های استفاده به سه نوع دیگر تقسیم بندی می شود که شامل روش تماس اولیه، روش فاصله اولیه و کشش قوس است.
فرایند جوشکاری تخلیه خازنی گلمیخ به ترتیب زیر انجام می شود:
1 – منبع کنترل – نیرو توسط سازنده برای اندازه های مختلف گلمیخ توصیه می شود. گلمیخ داخل تفنگ قرار می گیرد.
2 – تفنگ گلمیخ عمود بر سطح قطعه کار قرار گرفته، پس از آن، دکمه فعال شدن فشرده می شود. تفنگ گلمیخ نباید در طول فرایند جوشکاری حرکت کند. در شکل زیر مراحل فرایند جوشکاری قوسی گلمیخ نشان داده شده است.
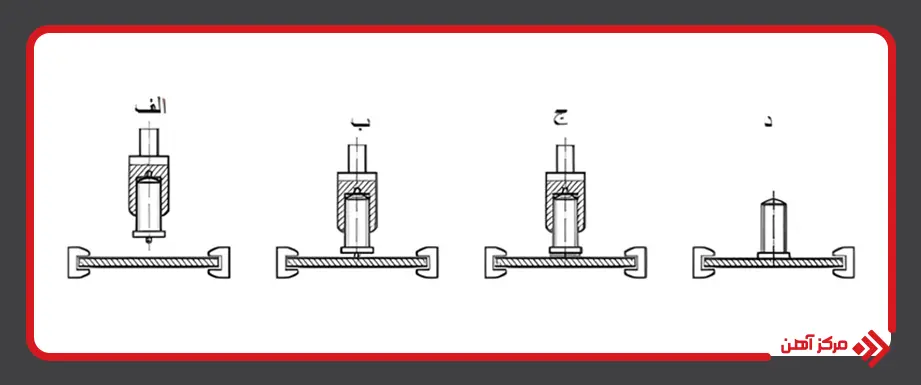
فرآیند جوشکاری تخلیه خازنی گلمیخ الف- گلمیخ در حالت اولیه با فشاری از طرف تفنگ جوشکاری قرار دارد ب- قوس مشتعل شده، یک منطقه مشتعل باریک بر روی گلمیخ و قطعه کار به وجود می آورد ج- گلمیخ در حوضچه جوش فرو می رود. مواد منجمد و گلمیخ جوش داده می شود.
تجهیزات مورد نیاز برای جوشکاری گل میخ
جوشکاری گلمیخ حدود 60 سال است که به طور مداوم در صنایع مختلف مورد استفاده قرار گرفته است. در ابتدای سال 1900 با تغییرات زیاد در تجهیزات به کار گرفته شد، به طوری که قوانین اصولی این فرایند بدون تغییر باقی ماند. تجهیزات اصلی مورد استفاده برای جوشکاری گلمیخ شامل منبع تغذیه، سیستم، فیکسچر یا تفنگ جوشکاری قابل حمل، کابل های اتصال، گلمیخ، قطعه کار، محافظ قوس سرامیکی و گاز محافظ هستند. تجهیزات مورد استفاده در جوشکاری گلمیخ از لحاظ اندازه، قابل حمل بودن، راحتی انجام فرایند با تجهیزات مورد استفاده در فرایند SMAW قابل مقایسه است. در شکل زیر تجهیزات برای جوشکاری گلمیخ نشان داده شده است.
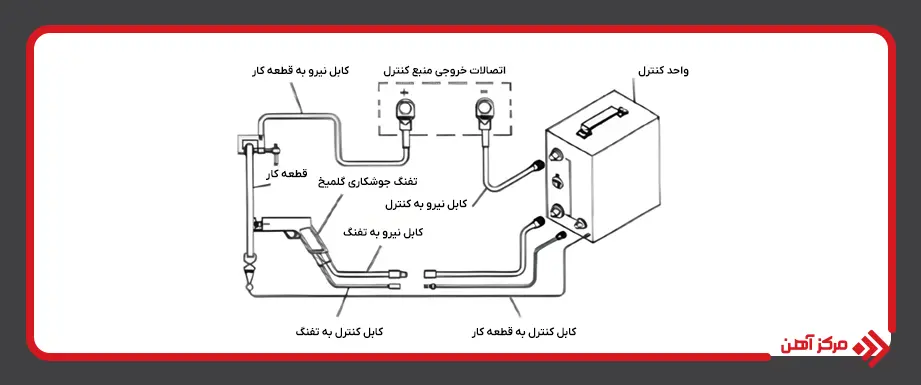
تجهیزات اساسی جوشکاری قوسی گلمیخ فولاد
- منبع تغذیه و کابل اتصال: در فرایند جوشکاری گلمیخ بسته به نوع روش اجرایی، منبع تغذیه متفاوت استفاده می شود. دو نوع منبع تغذیه برای جوشکاری قوسی گلمیخ استفاده می شود.
1- منبع قدرت DC که شبیه به منبع قدرت مورد استفاده در جوشکاری قوس الکترود دستی است و می تواند ژنراتور یا ترانسفورماتور یکسو کننده با مشخصات زیر را داشته باشد.
ولتاژ مدار باز
خصوصیت ولت – آمپر سراشیبی
افزایش شدت جریان سریع
شدت جریان خروجی بالا در زمان کوتاه
شدت جریان خروجی بالاتر و سیکل تناوب کمتر نسبت به روش های دیگر قوس الکتریکی در این فرایند لازم است.
2 – منبع قدرت ac مورد استفاده که 230 یا 460 v می باشد.
کابل اتصال برای متصل کردن منبع انرژی به تفنگ جوشکاری و گیره اتصال به زمین لازم است.
برای جوشکاری گلمیخ یک سیستم کنترلی که زمان قوس و حرکت تفنگ را تنظیم می کند لازم است. اخیرا سیستم کنترلی و منبع تغذیه از هم مستقل نیستند.
- واحد کنترل
شامل اتصال دهنده مناسب برای قطع و وصل شدن جریان و یک زمان سنج الکتریکی نسبتا دقیق است. کنترل دقیق بدین نحو است که با توجه به قطر گلمیخ و ضخامت قطعه کار و تنظیم آمپر در واحد کنترل، انرژی حرارتی لازم تولید می شود.
در موارد خاص که از گاز محافظ استفاده می شود، تمهیدات لازم و کنترل های جداگانه برای قطع و وصل کردن جریان گاز نیز ضروری است. سوئیچ هایی در این واحد تعبیه شده است که مزایایی از جمله سادگی استفاده، ارزان قیمت بودن، در دسترس بودن و معایبی چون جرقه زدن کنتاکت ها، سرعت عمل کم و حجم زیاد را دارا هستند. سوئیچ ها در واحد کنترل، یک رله هستند که با وصل جریان الکتریکی، باعث اتصالات کنتاکت ها می شوند. زمان سنج در واحد کنترل می تواند مکانیکی یا الکترونیکی باشد. هنگامی که کلید روشن کردن زده می شود، خروجی زمان سنج که به سوئیچ متصل می باشد فعال می شود و قوس تشکیل می گردد. بعد از مدت زمان کوتاه برحسب آنچه که تنظیم شده، قوس خاموش می شود.

- تفنگ جوشکاری گل میخ
تفنگ جوشکاری یا فیکسچر قابل حمل که وظیفه نگه داشتن گلمیخ و هدایت دقیق آن را در طول فرایند جوشکاری بر عهده دارد، قوس مناسب و فشار برای اتصال را ایجاد می کند. دو نوع تفنگ متحرک و ثابت وجود دارد که شامل بدنه، مکانیسم بلند کننده گلمیخ، گیره نگه دارند گلمیخ و نگهدارنده قابل تنظیم برای حلقه سرامیکی مطابق شکل زیر می باشد.
بدنه تفنگ باید از موادی ساخته شود که تا حد امکان کم حجم و سبک باشد تا جوشکار به راحتی آن را حمل و کار خود را بدون خستگی انجام دهد. همچنین باید سیستم آن طوری طراحی شود که گنجایش سلونوئید، کلاچ و فنر را داشته باشد. کلید ورودی و کابل نگهدارنده گلمیخ نیز در مکان مناسبی جای داده شوند.
- فرول: فرول یا محافظ قوس سرامیکی برای اغلب جوشکاری های قوسی به کار می رود. وظیفه فرول در حین جوش، به صورت زیر است.
تمرکز حرارت قوس در موضع معین بر روی سطح قطعه کار
محدود کردن محدوده جریان هوای اطراف و کمک به کنترل اکسیداسیون فلز جوش مذاب
نگه داشتن مذاب در ناحیه جوش
جلوگیری از زغال شدگی مواد غیر فلزی اطراف
جلوگیری از جاری شدن و پخش شدن مذاب به اطراف گلمیخ و جوش
محافظت اپراتور در برابر قوس
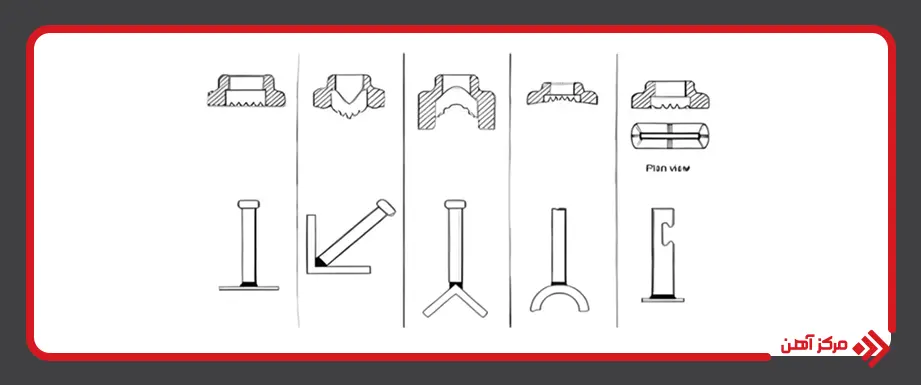
حلقه سرامیکی دو نوع است. یک نوع که کوچک و ارزان است و بعد از فرایند جوشکاری شکسته و دور ریخته می شود. نوع دیگر برای روش های خودکار به کار برده می شود و قابل کاربرد مجدد است. با توجه به شرایط مختلف کاربرد، انواع فرول در شکل زیر آورده شده است.
مراحل اجرای جوشکاری گلمیخ
جوشکاری گلمیخ شامل قوانین متالورژیکی، مکانیکی و الکتریکی همانند دیگر فرایندهای جوشکاری قوسی است. جوشکاری گلمیخ همانند دیگر فرایندهای جوشکاری شامل برقراری قوس و ضربه در فرایند جوش خواهد بود.
اساس این جوشکاری به گونه ای است که گلمیخ با گرم کردن هر دو قطعه با قوسی که بین این دو قسمت کشیده می شود، به فلز پایه متصل می شود. طول قوس و زمان برقراری قوس با تجهیزات این نوع جوشکاری قابل تنظیم است. بعد از برقراری قوس، انتهای جوش گلمیخ و سطح قطعه کار به دمای مناسب برای اتصال می رسد و بعد از یک زمان کنترل شده، دو سطح گرم شده با هم تحت فشار قرار می گیرند و به این ترتیب یک باند متالورژیکی به وجود می آید که منجر به استحکام کامل گلمیخ می شود. روش فرایند در شکل زیر نشان داده شده است.
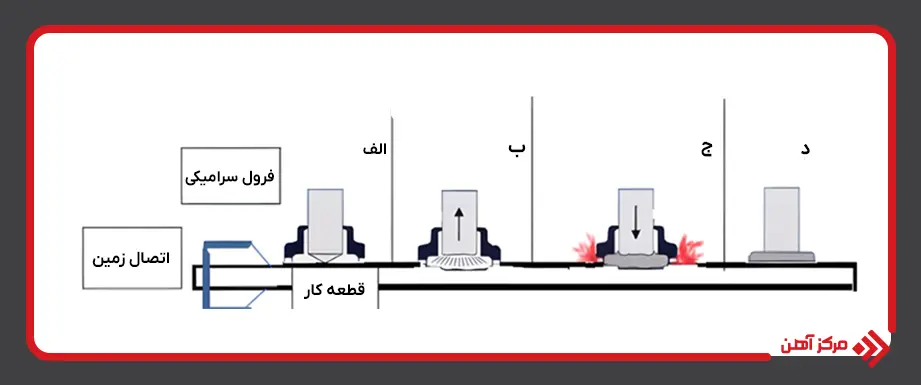
فرآیند جوشکاری گلمیخ الف) گلمیخ بر روی قطعه کار قرار می گیرد ب) مسیر قرار داده شده انتهای جوش گلمیخ و سطح قطعه کار به دمای مناسب برای اتصال می رسد ج) بعد از یک زمان کنترل شده دو سطح گرم شده با هم تحت فشار قرار می گیرند د) یک باند متالوژیکی به وجود می آید که منجر به استحکام کامل گلمیخ می شود.
روش های جوشکاری گلمیخ
روش های مختلفی برای جوش گل میخ وجود دارد که می توان به جوشکاری قوسی، جوشکاری با گاز و جوشکاری نقطه ای اشاره کرد. هر یک از این روش ها مزایای خاص خود را دارند و بسته به شرایط و نیاز پروژه انتخاب می شوند.
جوشکاری قوسی یکی از رایج ترین روش هاست که در آن حرارت از طریق قوس الکتریکی ایجاد می شود. این روش به دلیل سرعت بالا و کیفیت مناسب جوش، در پروژه های بزرگ بسیار مورد استفاده قرار می گیرد.
جوشکاری با گاز نیز روشی است که در آن حرارت با استفاده از گازهایی مانند اکسیژن و استیلن تامین می شود. این روش معمولا برای کارهای دقیق و با نیاز به حرارت کنترل شده استفاده می شود و می تواند در برخی شرایط به عنوان جایگزین مناسبی برای جوشکاری قوسی عمل کند.
همچنین، جوشکاری نقطه ای روشی مناسب برای اتصالات سریع و موثر است. این روش معمولا در کارهایی که بارهای سبک تر وجود دارد، به کار می رود و می تواند زمان اجرای پروژه را کاهش دهد.
مزایا و محدودیت فرایند جوشکاری گلمیخ
فرایند جوشکاری گلمیخ دارای مزایا و محدودیت هایی است. مهمترین مزایا شامل موارد زیر است:
با توجه به اینکه زمان سیکل جوشکاری گلمیخ با قوس خیلی کوتاه است فلز جوش و منطقه متاثر از جوش خیلی باریک بوده و در نتیجه مقدار تنش های وارد شده، بسیار کم است. گلمیخ را می توان در وضعیت های مختلف ضمن ساختن قسمت های دیگر اسکلت به آن جوش داد و زمان کل ساخت را کوتاه کرد. از طرف دیگر، نیازی به دسترسی به دو طرف سطح موضع جوش نیست.
عدم نیاز به سوراخ و پیچ کردن گلمیخ، گاهی مستلزم انتخاب ورق ضخیم تر بوده تا استحکام کافی ایجاد شود. برای اتصال گلمیخ بسیار کوچک به ورق های نازک محدودیتی وجود ندارد و با استفاده از جوشکاری تخلیه خازنی گلمیخ می توان گلمیخ های باریک تر از یک سوزن معمولی را به ورق هایی با ضخامت 0.75 میلی متر و کمتر بدون خطر عبور ذوب از ورق جوش داد. با استفاده از روش جوشکاری گلمیخ می توان دو فلز غیر همجنس همانند فولاد زنگ نزن، برنج به فولاد، آلومینیوم به آلیاژ روی ریخته گری تحت فشار و برنج به مس را اتصال داد.
از جمله محدودیت های فرایند جوشکاری گلمیخ در سقف عرشه فولادی می توان به موارد زیر اشاره کرد:
امکان اتصال گلمیخ در دو طرف قطعه کار کم بوده و در صورت لزوم باید جوشکاری گلمیخ در دو طرف به طور جداگانه انجام شود. حرارت موضعی در مورد فولادهای پرکربن به دلیل سرعت سرد شدن سریع و تردی حاصل از آن در منطقه جوش مضر است. اندازه و شکل گلمیخ تابع نگهدارنده تفنگ جوشکاری است و همچنین اندازه و قطر گلمیخ برای ورق های نازک محدود است.

نکات مهم در جوشکاری گلمیخ
برای انجام جوشکاری گل میخ به صورت موثر و ایمن، رعایت نکات مهمی الزامی است. نخستین نکته، انتخاب تجهیزات مناسب است. دستگاه جوشکاری گل میخ و تفنگ جوشکاری گل میخ باید از کیفیت بالایی برخوردار باشند تا اتصالات قوی و با کیفیتی ایجاد کنند.
نکته دیگر، آمادهسازی سطح است. پیش از آغاز جوشکاری، باید تمامی آلودگی ها، زنگ زدگی ها و موانع را از سطح حذف کرد تا جوش به خوبی انجام شود. این مرحله یکی از مهم ترین مراحل است که بر کیفیت نهایی جوش تاثیر می گذارد.
کنترل دما و زمان جوش نیز از اهمیت ویژه ای برخوردار است. تنظیمات نادرست می تواند منجر به ذوب یا سوختگی بیش از حد و در نتیجه اتصالات ضعیف شود. بنابراین، دقت در این مرحله ضروری است.
در نهایت، بررسی و کنترل اتصالات پس از جوشکاری نیز بسیار مهم است. این بررسی ها باید شامل ارزیابی کیفیت جوش و اطمینان از عدم وجود عیوب ظاهری باشد تا ایمنی و کیفیت کلی پروژه تامین گردد.
کنترل و تست اتصال بعد از جوشکاری گلمیخ
پس از اتمام جوشکاری گل میخ، کنترل و تست اتصالات از اهمیت زیادی برخوردار است. این مرحله شامل بررسی کیفیت جوش و اطمینان از استحکام اتصالات است. معمولا از روش های مختلفی مانند تست غیرمخرب برای ارزیابی کیفیت جوش استفاده می شود.
تست های غیرمخرب می توانند شامل روش های ultrasonic، radiographic و visual inspection باشند که به مهندسان این امکان را می دهند تا از صحت و کیفیت جوش اطمینان حاصل کنند. این تستها می توانند مشکلات پنهان را شناسایی کنند که ممکن است به مرور زمان موجب خرابی سازه شوند.
همچنین، ارزیابی بصری نیز به عنوان یک روش اولیه برای شناسایی عیوب ظاهری و نقص های احتمالی انجام می شود. این ارزیابی می تواند به شناسایی مشکلاتی مانند ترک خوردگی، سوختگی بیش از حد و دیگر عیوب ظاهری کمک کند.
به طور کلی، کنترل و تست اتصالات پس از جوشکاری گل میخ نقش مهمی در حفظ ایمنی و کیفیت سازه های عرشه فولادی دارد و باید به صورت منظم و دقیق انجام شود.


با ۷ سال تجربه در تولید محتوای دیجیتال و مدیریت شبکههای اجتماعی، در نگارش مقالات سئو و محتوای تخصصی حوزه آهن و فولاد مهارت دارم. هدف من ارائه اخبار به روز و تحلیلهای دقیق بوده تا مخاطبان را با تغییر و تحولات این صنعت آگاه سازم.